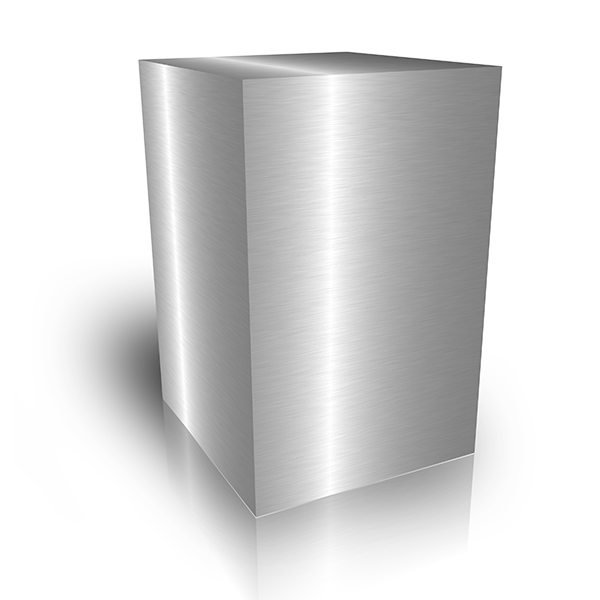
Wholesale Price China STEEL BLOCK to British Factories
Short Description:
Length max. 6.000 mm Width max. 1.800 mm Thickness max. 1.000 mm (in case of smaller thickness greater length and width) Weight max. 30.000 kg
Wholesale Price China STEEL BLOCK to British Factories Detail:
| Length | max. 6.000 mm |
|---|---|
| Width | max. 1.800 mm |
| Thickness | max. 1.000 mm (in case of smaller thickness greater length and width) |
| Weight | max. 30.000 kg |
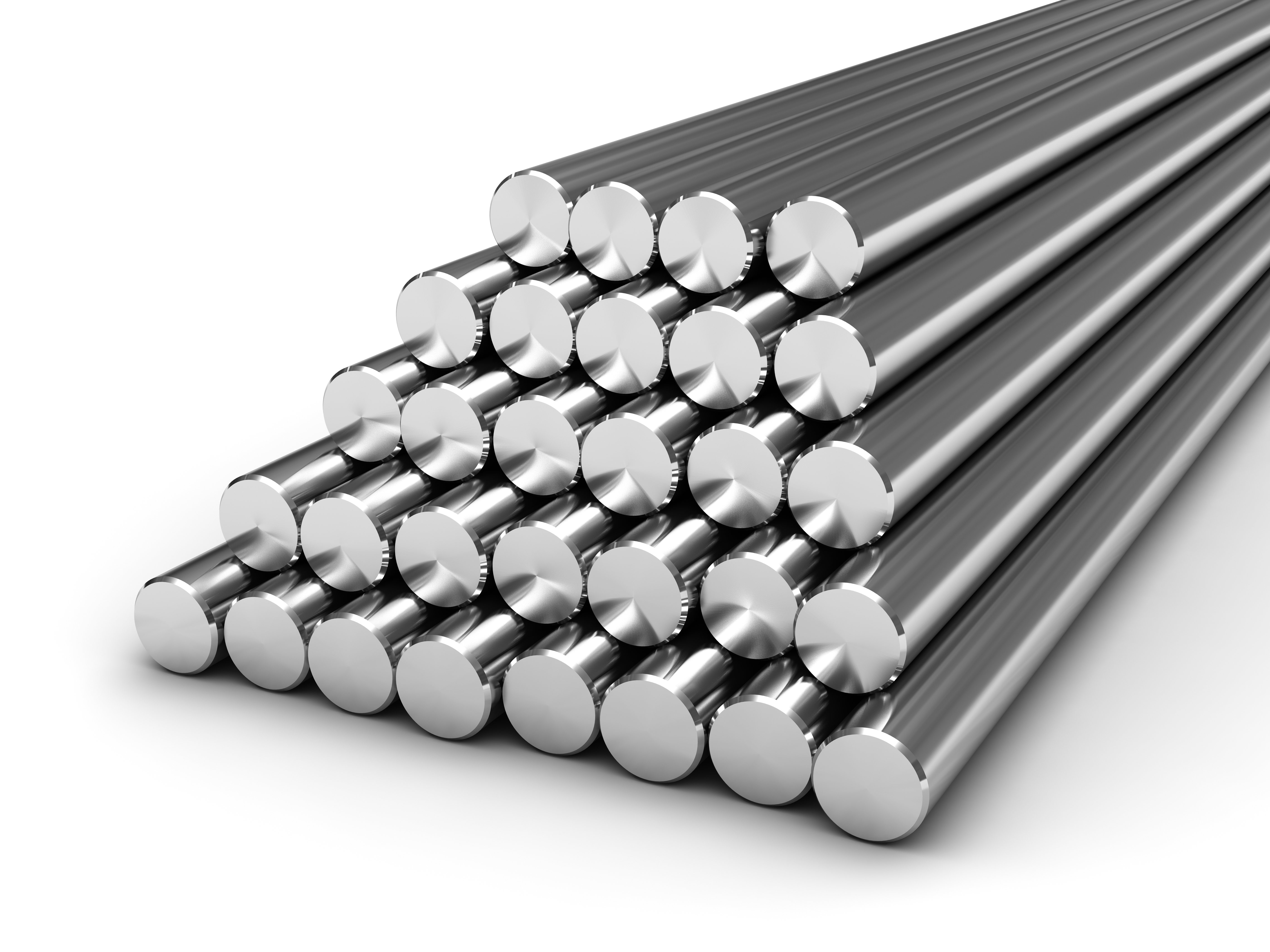
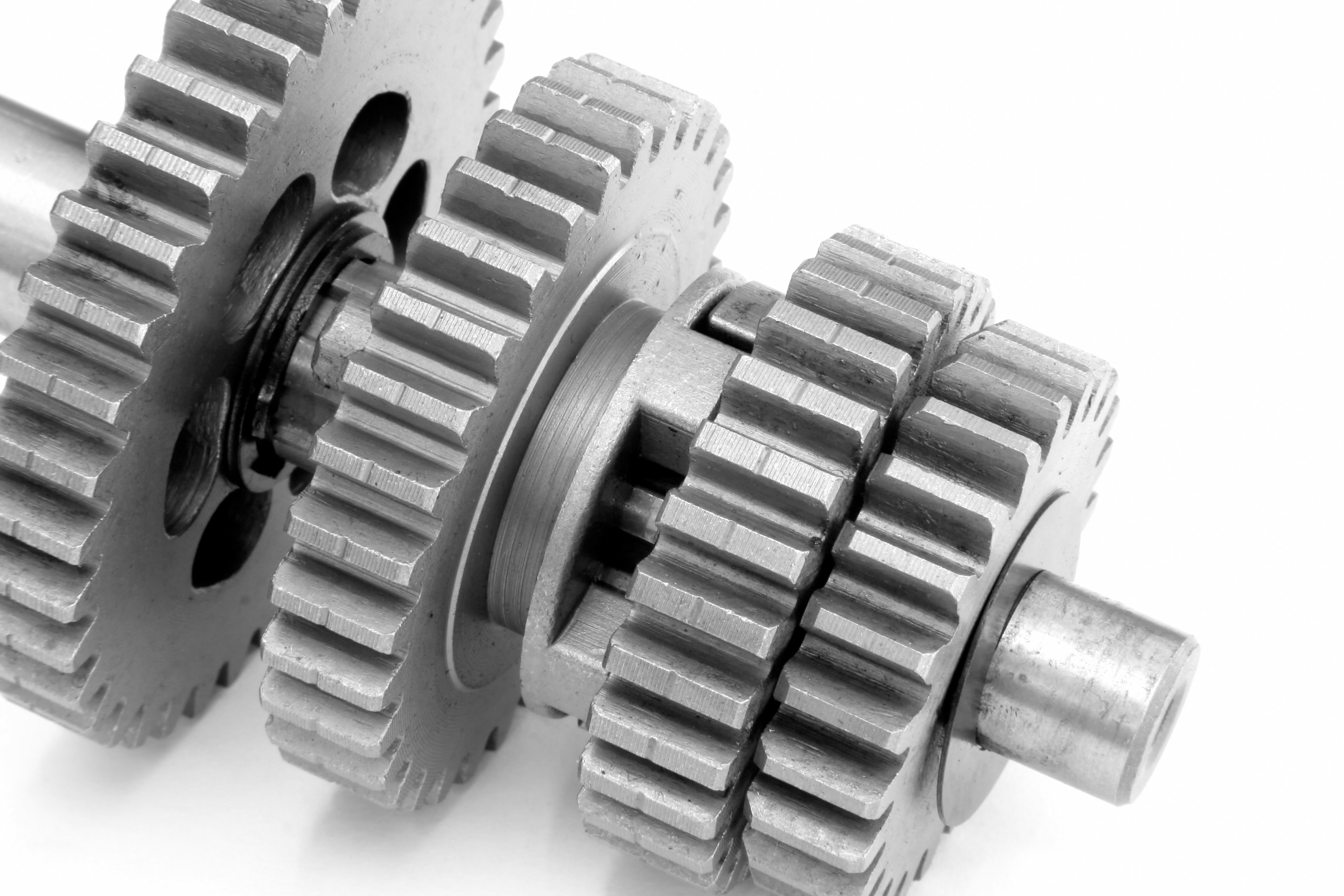
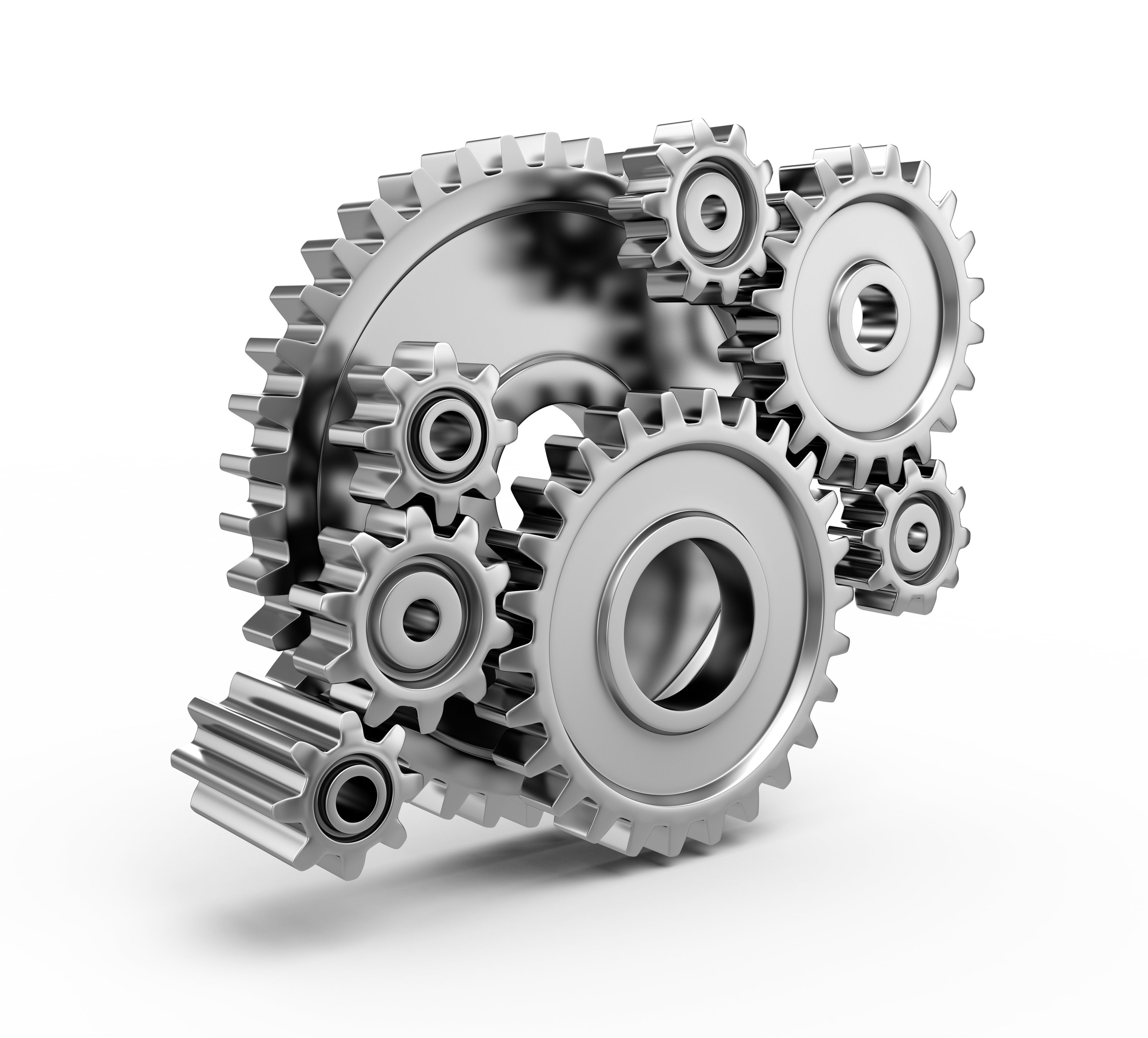
Product detail pictures:
Wholesale Price China STEEL BLOCK to British Factories, The product will supply to all over the world, such as: , , ,
THÉP TRÒN S45C SKD11 SKD61 SUJ SCM440 LH 0938 625 178
Công Ty TNHH XNK TM MẠNH TRƯỜNG
Website : https://manhtruong.vn/
ĐC: 220/2A Đường Số 7, KP2 , P Tam Bình , Q Thủ Đức , TP Hồ Chí Minh
Điện Thoại : 08 37295178 /0938 625 178
Fax : 08 3729 5179
Email: hoanghiephcm@yahoo.com.vn
Gmail.thepmanhtruong@gmail.com
Kính gửi: Quý Công ty.
Trước tiên chúng tôi xin gửi tới quý Công ty lời chúc sức khỏe, sự hợp tác và thành công trong sản xuất kinh doanh.
Dưới đây là giới thiệu về Công ty chúng tôi:
Công Ty TNHH XNK TM MẠNH TRƯỜNG Chuyên nhập khẩu kinh doanh sắt thép các loại.
Công ty có đội ngũ cán bộ giỏi về nghiệp vụ ngoại thương, trong những năm qua. Công ty và các thành viên trong công ty đã tạo uy tín với khách hàng trong việc thực hiện dịch vụ nhập khẩu và cung cấp sắt thép vật tư xây dựng:
1. Nhập khẩu thép ống đúc của Nhật bản, Hàn Quốc, Trung Quốc…
2. Thép cuộn cán nóng, tấm cán nóng .cán nguội. Mác thép của Trung Quốc : SS400, Q235A, Q235B, Q235C, Q235D,….theo tiêu chuẩn : JIS G3101, GB221-79 Mác thép của Mỹ : A570 GrA, A570 GrD, Mác thép của Nga: CT3, CT3πC , CT3Kπ , CT3Cπ Q345B, 65r, SB410 , 15X , 20X,…..
3. Độdày:,2/3/4/5/6/8/10mm,12mm,14mm,16mm,18mm,20mm,25mm,30mm,40mm,50mm.~,100mm,300mm.400mm
-Chiềungang:750mm,1.000mm,1.250mm,1.500mm,1.800mm,2.000mm,2.400mm,3000mm,3800mm
- Chiếu dài : 6.000 mm,9.000 mm,12.000 mm
4. Thép dùng trong ngành đóng tàu A36,AH36,EH36.
5. Thép tấm chịu nhiệt A 515, HARDOX 500..
6. Nhôm hợp kim ,A1050, A1100, A2011, A2024, A5052, A6060, A6061, A6063, A6351, A7001, A7075, A7475
7. Đồng thau C2600, c2680
8. Đồng đỏ (tấm D ày ) C1100, C1201, C1220, C1441, C151, C194
9. Thép không gỉ,INOX 201/304/316
10. Cung cáp các loại thép carbon cao(S20C.S30C.S35C.S45C, S50C .SKD11.SKD 61.SUJ.v.v… Thép làm khuôn mẫu, cơ khí chế tạo…),
11. Thép hình H, I, U. V. L thép hộp vuông chữ nhật, Công dụng: Dùng trong công trình xây dựng cầu đường, xây dựng nhà xưởng, kết cấu nhà tiền chế,
12. Thép ống theo Tiêu chuẩn: ASTM A106-Grade B, ASTM A53-Grade B, API-5L, GOST, JIS, DIN, GB/T… Xuất xứ: China-Japan-Korea-Nga…
13. Cung cấp ray tàu Thép ray (RAIL) tàu P11-P15- P18-P22-P24-P30.P38..QU120
1 Tấm chế tạo C45 16 x 1500 x 6000 S45C Kg
2 Tấm chế tạo C45 20 x 1500 x 6000 S45C Kg
3 Tấm chế tạo C45 25 x 1500 x 6000 S45C Kg
4 Tấm chế tạo C45 30 x 1500 x 6000 S45C Kg
5 Tấm chế tạo C45 40 x 1500 x 6000 S45C Kg
6 Tấm chế tạo C45 50 x 1500 x 6000 S45C Kg
7 Tấm chế tạo C45 60 x 1500 x 6000 S45C Kg
8 Tấm chế tạo C45 80 x 1500 x 6000 S45C Kg
9 Tấm chế tạo C45 100x 1500 x 6000 S45C Kg
19 Tấm chế tạo 6 x 1540 x 6000 65G Kg
20 Tấm chế tạo 7 x 1540 x 6000 65G Kg
21 Tấm chế tạo 8 x 1540 x 6000 65G Kg
22 Tấm chế tạo 10x 1540 x 6000 65G Kg
23 Tấm chế tạo 12x 1540 x 6000 65G Kg
24 Tấm chế tạo 16 x 1540 x 6000 65G Kg
25 Tấm chịu nhiệt A515 8x2010x12000 ASTM-A515 Kg
26 Tấm chịu nhiệt A515 10x2010x12000 ASTM-A515 Kg
27 Tấm chịu nhiệt A515 12x2010x12000 ASTM-A515 Kg
28 Tấm chịu nhiệt A515 14x2010x12000 ASTM-A515 Kg
29 Tấm chịu nhiệt A515 16x2010x12000 ASTM-A515 Kg
30 Tấm chịu nhiệt A515 18x2010x12000 ASTM-A515 Kg
31 Tấm chịu nhiệt A515 20x2010x12000 ASTM-A515 Kg
32 Tấm chịu nhiệt A515 22x2010x12000 ASTM-A515 Kg
Liên hệ và tư vấn : 0938 625 178
(https://www.youtube.com/upload)
The Copper Development Association is pleased to present a series of video presentations covering the welding of copper-nickel alloys. In this segment, we will cover the preparation steps for welding these alloys, as well as some of their properties.
We’re presenting the information in “welders language” for the benefit of those doing the actual welding. However, this information should also be of help to the engineers, design personal and others who work with the alloys indirectly.
These videos have been produced on site in a large fabrication facility, and we ask your understanding for the environmental background noise.
Before a weld arc is struck, here are some basics on copper-nickel alloys and important preparations for welding.
The two main grades of copper-nickel alloys used in industry are 90-10 (90% Cu and 10% Ni) and 70-30 (70% Cu and 30% Ni). In metallurgy these are described as SOLID SOLUTION ALLOYS. This means any amount of copper is completely soluble in nickel and any amount of nickel is soluble in copper.
So why is this important in joining copper-nickel alloys? As you may know in welding materials like a low alloy steel, it may be necessary to use a pre-heat or post-weld heat treatment or both to prevent weld cracking and maintain good properties. This is due to alloy phase formations which have different structures than the base metal, making weld and heat affected zone hard, brittle and possibly prone to cracks.
No such phase develops in copper-nickel alloys as result of welding. Of course this also means the alloys can not be strengthened by a heat treatment. The alloys can be strengthened only by cold working. However the copper-nickel alloys are very ductile so it takes a considerable amount of cold working to bring about a significant amount of strengthening.
There are elements that in even small amounts are very detrimental to copper-nickel alloys, and if present on the surface before welding, they can cause embrittlement and cracking in the weld or heat affected zone. The elements that are particularly harmful are lead, sulfur, phosphorus and other low melting point metals. Reputable copper-nickel mills follow international guidelines to keep these elements at very low levels. They have to… otherwise they would not be able to hot roll the alloys.
.
Cleaning of the surfaces next to the weld joint prior to welding is essential. These stray elements may come from sources like oil, grease, cutting lubricants, marking crayons, paints, or just plain shop dirt.
Typical cracking that may result from failure to remove these elements is shown here. This illustration is actually pure nickel welded with a sulfur residue on the surface.
The weld area should be cleaned to remove oil, grease or other contaminant prior to welding. This can be done by first removing excess contaminant by wiping with a clean cloth, followed by wiping with an approved solvent. The organization using the solvent should assure that the solvent is not harmful to personnel.
In addition to this video presentation there is also free printed literature covering all aspects of fabrication, welding, corrosion resistance and other subjects of help to all involved with the alloys. We invite you to visit www.coppernickel.org or contact jim.michel@copperalliance.us to access this literature.