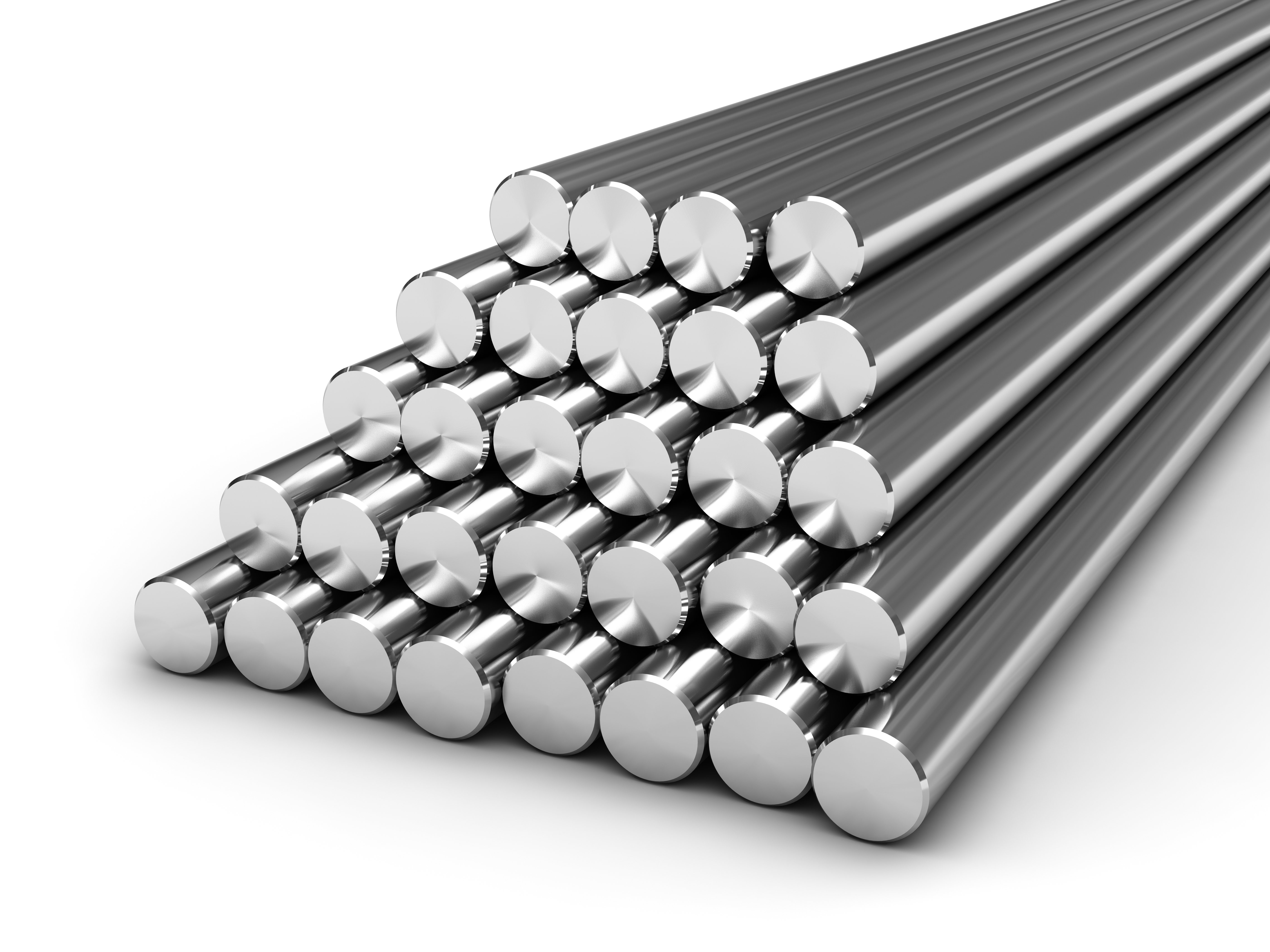
OEM Supplier for ROUND BAR Wholesale to Danish

Short Description:
Length Up to 16,000 mm Diameter Max 1,200 mm
OEM Supplier for ROUND BAR Wholesale to Danish Detail:
| Length | Up to 16,000 mm |
|---|---|
| Diameter | Max 1,200 mm |
Product detail pictures:
OEM Supplier for ROUND BAR Wholesale to Danish, The product will supply to all over the world, such as: , , ,
Chip thinning is giving a high capacity milling with long tool life.
We did a quick test in heat treatable steel and used the SWEPT SURFACE Option on the HURCO WinMax control. Width of cut of 1 mm and depth of cuth 20 mm with a 4 flute ISCAR CHATTERFREE endmill of 10 mm. Feedrate 12.000 mm per Minute. For more Information www.hurco.nl
In this video I talk about how i made this bayonet look “color case hardened” on my Russian SKS. (details on how below) This cost me 1 liter of oil, a bit of propane and about 20 minutes. This is not actually case hardening however, it does make metal way more rust resistant. Real case hardening involves heating the steel to around 1500*C in a metal box filled with a mix of crushed bone and carbon, quenching it in water, then oiling it.
**Might wanna do this outside, and keep the torch away from the oil!! ![]()
1. clean the part off of all original bluing, paint, rust and pitting with sanding and polishing
2. clean the part with gas line anti freeze (it leaves no residue, but still wear gloves because the oils from you fingers will contaminate the part and you’ll end up with a burned in, oxidized, finger print on it)
3. hit it with the torch in one spot till you get to the color you like and work the flame very slowly away from the colored area, alternating the feather and cone of the flame to concentrate the color or spread it out further. It will first turn gold, then slowly brown, then dark blueish purple, then electric blue then super light blue, and then almost white at which point it starts getting red hot. Avoid getting it red hot, as this is where warping can occur.
4. when you want to keep the color your at, dunk the part in a bucket, tray or pan of fresh10w30 motor oil. (used motor oil might blacken the metal. The metal will then be harder because of the higher carbon content that’s in the used oil, and will also make the part more brittle. This could be a concern if the part has to handle higher pressures such as the receiver or barrel. New oil will make it springy rather than hard…or so i hear, but don’t quote me on that ![]() )
)
**Disclaimer.
if it looks like shit when it cools down, and you’ve cleaned off all of the oil, you can sand it all out and try again. This is a skill believe it or not. It’s not a whore, so getting it hot and just dunking it in will not always do unfortunately lol. So don’t be dismayed by imperfect results at first. Eventually, you will establish good techniques for creating patterns.
This is basically how I did mine anyways..Also, i don’t recommend doing this to parts with super narrow tolerances like barrels or some gas tubes, captured firing pin assemblies, tubular magazines etc…warping can occur, and will definitely fuck with your Chi big time…